全國服務熱線:88550560-8212
不銹鋼鑄造由于鋼液的流動性差,為避免鑄鋼件發生冷隔和澆缺乏,鑄鋼件的壁厚不能小于8mm;選用干鑄型或熱鑄型;恰當進步澆注溫度,一般為1520°~1600℃,由于澆注溫度高,鋼水的過熱度大、保持液態的時間長,流動性可得到改進。可是澆溫過高,會引起晶粒粗大、熱裂、氣孔和粘砂等缺點。
因此一般小型、薄壁及形狀雜亂的精細鑄造件,其澆注溫度約為鋼的熔點溫度+150℃;澆注體系的結構力求簡略、且截面尺度比鑄鐵的大;大型、厚壁鑄件的澆注溫度比其熔點高出100℃左右。

抗腐蝕的陶瓷壓力傳感器沒有液體的傳遞,壓力直接作用在陶瓷膜片的前表面,使膜片產生微小的形變,厚膜電阻印刷在陶瓷膜片的背面,連接成一個惠斯通電橋(閉橋),由于壓敏電阻的壓阻效應,使電橋產生一個與壓力成正...

不銹鋼精密鑄造的冷鐵材料的選擇為增加不銹鋼精密鑄造鑄件局部冷卻速度,在型腔內部及工作表面安放的激冷物稱做冷鐵。不銹鋼精密鑄造生產中常將冷鐵、澆注系統和冒口配合使用,控制鑄件的凝固過程,獲得合格鑄件。不...

精密鑄造過程中常見的問題有哪些?不銹鋼板精密鑄造在開展制做的全過程中關鍵的表層缺點就是說出現其麻點,如果出現那樣的問題,在開展實際操作的全過程中只有挑選報費解決,那樣就會立即導致人們的生產制造低成本額...

影響精密鑄造的四個要數鑄件作為我們日常生活中經常會用到的產品,主要受以下四個因素影響:一、鑄鐵件設計工藝性。在進行設計的時候,除了根據工作條件和金屬材料性對鑄件幾何形狀和尺寸進行確定,還要根據鑄件工藝...

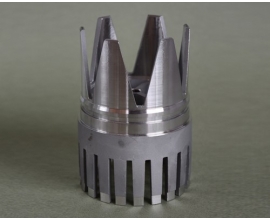
精密鑄造是指獲得精密尺寸鑄件的總稱。與傳統的砂型鑄造工藝相比,精密鑄造得到的鑄件尺寸更準確,表面光潔度更好。它包括:熔模鑄造、陶瓷模鑄造、金屬模鑄造、壓力鑄造和消失模鑄造。精密鑄造也稱為失蠟鑄造。其產...
不銹鋼精密鑄造基本流程需要的設備是:射蠟-射蠟機、冰水機、空調;浸漿-漿桶、浮砂機、空調、脫蠟爐、除濕機、除水桶、靜置桶,浸漿還可以選用機械手臂和自動集中供蠟系統;融金-燒結爐、高周波熔煉爐、震殼機。不銹...




時間:2020-11-11

時間:2021-02-09

時間:2021-03-25

時間:2021-08-20

時間:2021-09-20