全國服務熱線:88550560-8212
不銹鋼鑄造由于鋼液的流動性差,為避免鑄鋼件發生冷隔和澆缺乏,鑄鋼件的壁厚不能小于8mm;選用干鑄型或熱鑄型;恰當進步澆注溫度,一般為1520°~1600℃,由于澆注溫度高,鋼水的過熱度大、保持液態的時間長,流動性可得到改進。可是澆溫過高,會引起晶粒粗大、熱裂、氣孔和粘砂等缺點。
因此一般小型、薄壁及形狀雜亂的精細鑄造件,其澆注溫度約為鋼的熔點溫度+150℃;澆注體系的結構力求簡略、且截面尺度比鑄鐵的大;大型、厚壁鑄件的澆注溫度比其熔點高出100℃左右。
上一頁:無錫船舶游艇用配件
下一頁:無錫薄壁件鑄造-機加工

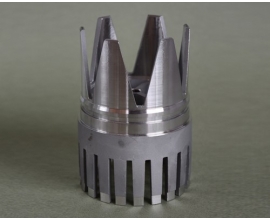
不銹鋼鑄造或稱熔模鑄造,硅溶膠工藝。是一種少切削或無切削的鑄造工藝,是鑄造行業中的一項優良的工藝技術,其應用普遍,不僅適用于各種類型、各種合金的鑄造,而且生產出的鑄件尺寸精度、表面質量比其它鑄造方...

陶瓷傳感器的優勢陶瓷傳感器具有傳統金屬傳感器缺乏的優勢特點,可彌補金屬傳感器無法勝任的工作環境。具體優勢包含以下幾點:(1)高壓過載能力強陶瓷傳感器的測量范圍取決于陶瓷膜片的厚度,所以當傳感器碰到超過...

一般的,金屬型用鑄鐵和鑄鋼制成。鑄件的內腔既可用金屬芯、也可用砂芯。金屬型的結構有多種,如水平分型、重直分型及復合分型。其中垂直分型便于開設內澆口和取出鑄件;水平分型多用來生產薄壁輪狀鑄件;復合分...

不銹鋼鑄造的機械性能比鑄鐵高,但其鑄造性能卻比鑄鐵差。因為不銹鋼精密鑄造的熔點較高,鋼液易氧化、鋼水的流動性差、收縮大,其體收縮率為10~14%,線收縮為1.8~2.5%。為防止鑄鋼件產生澆不足、冷隔、縮孔和...

精密鑄造是指獲得精密尺寸鑄件的總稱。與傳統的砂型鑄造工藝相比,精密鑄造得到的鑄件尺寸更******,表面光潔度更好。它包括:熔模鑄造,陶瓷模具鑄造,金屬模具鑄造,壓力鑄造和消失模鑄造。精密鑄造也稱為失蠟鑄造。...

不銹鋼精密鑄造基本流程需要的設備是:射蠟-射蠟機、冰水機、空調;浸漿-漿桶、浮砂機、空調、脫蠟爐、除濕機、除水桶、靜置桶,浸漿還可以選用機械手臂和自動集中供蠟系統;融金-燒結爐、高周波熔煉爐、震殼機。不銹...




時間:2021-01-22

時間:2021-06-10

時間:2021-03-15

時間:2021-12-07

時間:2021-06-03